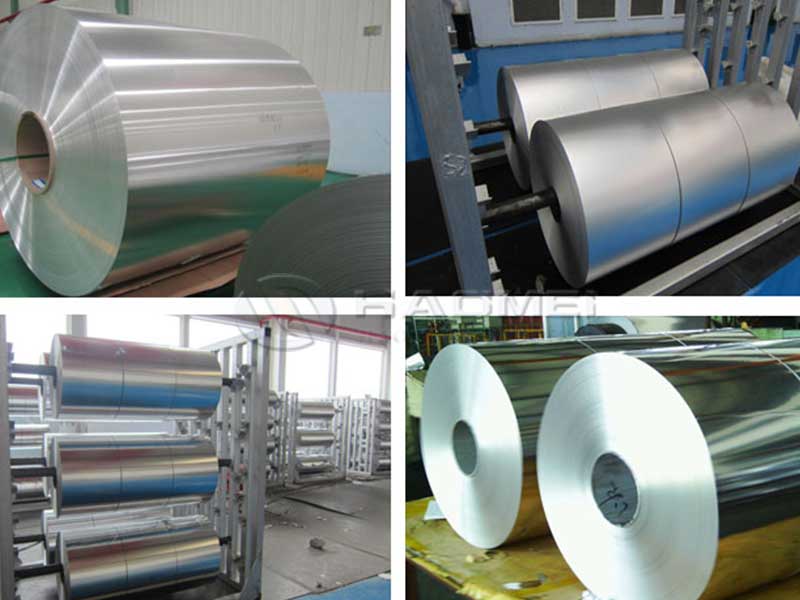
Aluminium Foil 1050 H18
Aluminium foil is a staple material in both domestic kitchen settings and various industrial applications. Among the diverse grades of aluminum foil, Aluminium Foil 1050 H18 stands out due to its unique properties and versatility.
What is Aluminium Foil 1050 H18?
Aluminium Foil 1050 H18 is a high-purity aluminum foil characterized by its exceptional malleability, good electrical conductivity, and high thermal resistance. The "1050" in its name indicates the aluminum's purity level — at 99.5% or higher, ensuring it meets the stringent requirements of many applications. The "H18" designation refers to the foil’s tempered state, which means it has been hardened through cold working, resulting in increased strength and reduced ductility.
Key Properties of Aluminium Foil 1050 H18
-
High Purity: With a purity of 99.5% aluminum, Aluminium Foil 1050 H18 offers excellent oxidation resistance and is suitable for food contact applications.
-
Excellent Formability: This alloy can be easily shaped and formed, making it an ideal choice for complex packaging solutions, which can smoothly bend, wrap, and line various products.
-
Lightweight: Aluminium Foil 1050 H18 is lightweight yet durable, making it a practical option for packaging and insulation.
-
Thermal Conductivity: Due to its great thermal properties, it is widely used in applications requiring heat transfer efficiency, such as in cooking and food preservation.
-
Recyclability: Aluminium foil is 100% recyclable without loss of quality, making it an environmentally friendly choice for countless applications.
Applications of Aluminium Foil 1050 H18
Aluminium Foil 1050 H18 finds extensive use in various industries due to its unique properties. Here are some key applications:
-
Food Packaging: It is widely used for wrapping food items, baking, and cooking, as it maintains the freshness of food while providing an effective barrier against moisture and light.
-
Insulation: This foil is commonly employed in the insulation of buildings and appliances, owing to its ability to reflect heat and minimize energy loss.
-
Pharmaceutical and Cosmetic Packaging: Its high purity level makes it a suitable choice for packaging pharmaceuticals and cosmetics, safeguarding products from contamination and extending their shelf life.
-
Electrical Applications: The excellent electrical conductivity properties of Aluminium Foil 1050 H18 make it suitable for various electrical applications, including transformer windings.
Why Choose Aluminium Foil 1050 H18?
The demand for Aluminium Foil 1050 H18 continues to rise, thanks to its myriad benefits. From household use to industrial applications, the advantages of choosing this aluminum foil include:
-
Durability: Thanks to its H18 temper, this alloy exhibits improved strength compared to soft alloys, ensuring reliable performance in demanding conditions.
-
Barrier Protection: Offering a superior barrier to moisture, light, and air, Aluminium Foil 1050 H18 is your go-to option for preserving product integrity.
-
Cost-Effectiveness: The efficiency and effectiveness of Aluminium Foil 1050 H18 translate to reduced waste and overall costs in production and packaging processes.