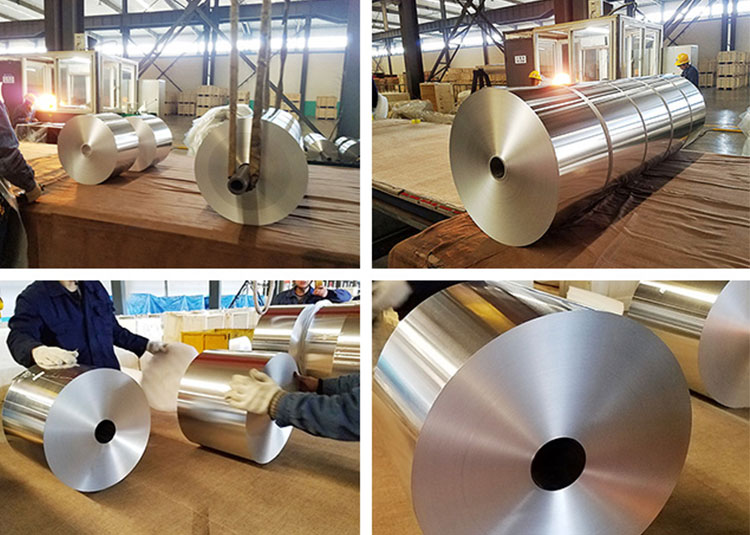
Grade 8011 Aluminium Foil Jumbo
Aluminium foil has become a staple in a multitude of industries, providing multifunctional solutions for packaging, insulation, and more. Among the various grades available, Grade 8011 Aluminium Foil Jumbo stands out due to its unique properties and versatile applications.
Features of Grade 8011 Aluminium Foil Jumbo
1. Exceptional Barrier Properties
One of the primary features that set Grade 8011 apart is its superior barrier properties. It effectively insulates against moisture, air, and light, thus preserving the integrity of food and pharmaceuticals. This feature is crucial in extending the shelf life of perishable items and ensuring they remain fresh for extended periods.
2. High Strength and Durability
Grade 8011 aluminium foil jumbo is renowned for its strength despite being thin. This characteristic makes it ideal for various uses where durability is essential, such as packaging heavy-duty products. The ability to maintain structural integrity, even under pressure, ensures that products reach consumers without damage.
3. Heat Resistance
Another significant advantage of Grade 8011 aluminium foil is its remarkable heat resistance. This property allows it to withstand high temperatures, making it an optimal choice for packaging food items meant for cooking. It can be used safely in ovens, microwaves, and other cooking appliances.
4. Eco-Friendly and Recyclable
With growing environmental concerns, businesses are increasingly seeking eco-friendly packaging solutions. Grade 8011 aluminium foil is 100% recyclable, allowing for a reduced carbon footprint and promoting sustainability in industries. This makes it an attractive option for eco-conscious consumers and businesses alike.
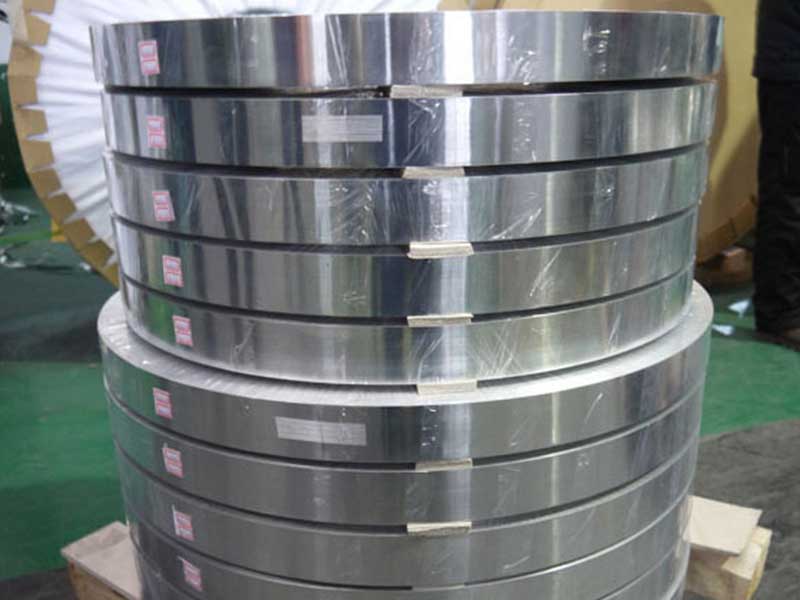
5. Versatile Thickness Options
Grade 8011 is available in various thicknesses to cater to different industry needs. Whether it's for snack packaging, pharmaceutical use, or industrial applications, there’s a thickness among 8011 aluminium foils that meets specific requirements, offering both flexibility and efficiency in production.
Applications of Grade 8011 Aluminium Foil Jumbo
1. Food Packaging
The food industry is one of the primary users of Grade 8011 aluminium foil jumbo. Its ability to seal out air and moisture makes it perfect for packaging perishable food items, snacks, and even prepared meals. Food service providers rely on its barrier properties to maintain freshness, flavor, and hygiene.
2. Pharmaceutical Packaging
The pharmaceutical industry appreciates the properties of Grade 8011 due to its protective nature. It is often used to package medicines and supplements, ensuring that they are shielded from environmental factors that could compromise their quality. The anti-corrosive nature of aluminium also makes it a popular choice for foil blisters and strip packs.
3. Industrial Applications
In industrial applications, Grade 8011 aluminium foil is used for insulation and as a protective barrier. Its durability and heat resistance ensure that it holds up in demanding environments, making it an ideal material for component protection in HVAC systems and electrical insulations.
4. Cosmetic and Personal Care Products
Grade 8011 is increasingly gaining traction in packaging for cosmetic and personal care products. Its aesthetically appealing surface combined with its strength and barrier properties provides a perfect solution for items like creams, lotions, and molded products.
5. Consumer Goods
Beyond packaging, Grade 8011 aluminium foil is utilized in food wrap, beverage can ends, and more. Its wide-ranging compatibility with various consumer goods respects both requirement for safety and functional usability, appealing to manufacturers and consumers alike.
https://www.alusheets.com/a/grade-8011-aluminium-foil-jumbo.html